Основные и главные рекомендации при монтаже электросварных фитингов:
- Монтаж электросварных фитингов должен проводиться в месте, защищенном от влаги, снега, ветра и пыли, при температуре от -5 °C до +40 °C. Имейте в виду, что в холодную погоду энергопотребление в начале процесса плавления увеличивается.
- Настройте сварочное оборудование на правильный режим работы. Неверная настройка, перегрев фитинга могут привести к некачественной сварке.
- Соблюдайте безопасность при работе со сварочным оборудованием. Носите защитное оборудование и следуйте инструкциям производителя.
- Убедитесь, что поверхности фитингов чистые и сухие. Загрязненные или влажные фитинги могут привести к некачественной сварке.
- И самое главное! Проверьте качество сварного соединения по завершении сварочных работ. Если сварка выглядит некачественной или ненадежной, это может указывать на проблему с оборудованием или техникой сварки.
А теперь расскажем подробнее о том, как правильно самостоятельно смонтировать электросварные фитинги для водоснабжения, например, вашего дома.
- Начните с изучения инструкции по эксплуатации сварочного аппарата. Кстати, при необходимости, сварочный аппарат можно взять в аренду, а не приобретать.
- Проверьте электросварочный аппарат на исправность. На нем не должно быть внешних повреждений, коррозии и загрязнения. Проверьте все провода и кабели на наличие обнаженных участков или переломов. Убедитесь, что все контрольные лампы и индикаторы работают корректно.
- Проверьте состояние самого электросварного фитинга. Поверхность должна быть чистой, без повреждений, коррозии или загрязнения. Убедитесь, что фитинг имеет правильный размер и форму для сварки. Используйте только фитинги, которые подходят для вашего сварочного оборудования.
- Инструмент для резки труб должен быть острым и в хорошем состоянии. Проверьте инструмент на наличие люфта или повреждений.
- Инструмент для зачистки труб также должен быть острым и в хорошем состоянии. Убедитесь, что он может эффективно удалять окислы и загрязнения с поверхности трубы.
- Оборудование для удержания труб должно быть надежным и способным удерживать трубу в нужной позиции во время сварки.
- Приспособления для скругления труб должны быть способны эффективно скруглять трубы.
- Средство для обезжиривания поверхности должно быть эффективным и не оставлять остатков на поверхности.
- Измерительная рулетка и маркер должны быть в хорошем состоянии и точны.
Подготовка оборудования и материалов к сварке — это важный шаг, который может значительно повлиять на качество и безопасность работы. Не пренебрегайте этим процессом.
Далее необходимо проверить трубу на пригодность. Допустимы небольшие царапины и потертости, однако их глубина не должна превышать 10% от общей толщины стенки трубы. Концы трубы должны быть обрезаны под прямым углом (90 градусов). Овальность трубы не должна превышать 1,5%. Если труба имеет глубокие царапины или овальность превышает 1,5%, то она не подходит для установки электросварных фитингов.
Если у труб есть овальность (разница между самым большим и самым маленьким внешним диаметром), можно использовать инструменты для ее устранения (например, специальные накладки для выравнивания, калибровочные зажимы или позиционеры с функцией скругления).
Перед началом сварки необходимо правильно подготовить трубу.
Длина трубы должна превышать глубину установки фитинга на 10 мм или более. Для зачистки трубы следует использовать ручной скребок, а не шлифовальные круги, напильники или наждачную бумагу. Ориентировочная глубина зачистки составляет 0,1 мм, при этом важно следить за тем, чтобы стружка оставалась на кончике трубы и удалялась впоследствии, а края трубы округлялись под углом в 45°.
Если диаметр трубы превышает 63 мм, допускается использование механического скребка с глубиной зачистки около 0,2 мм, который также округляет края трубы под углом в 45°.
После зачистки необходимо провести очистку трубы с помощью специального обезжиривающего средства. Запрещено использование денатурированного спирта или ацетона. После завершения процесса очистки не следует прикасаться к поверхности трубы руками или другими предметами, иначе процесс обезжиривания придется повторить.
Установка трубы в фитинг.
Перед установкой фитинга отметьте глубину посадки трубы маркером, сделав отметку на трети всей окружности или больше. Это поможет убедиться, что во время установки фитинга стык не сдвинется.
Вставляйте трубы в фитинг до нужной глубины. Важно не повредить закладной нагреватель фитинга – делайте это без перекосов и не подвергайте трубы изгибающим напряжениям или усилиям от их собственного веса.
Зажмите сборку в специальном выравнивающем зажиме – это обеспечит правильное расположение и неподвижность деталей во время сварки. Изгиб труб и фитингов не должен превышать 5 градусов. Не оказывайте механических нагрузок на трубы и фитинги до полного остывания сварного шва, чтобы избежать вытекания расплавленного металла.
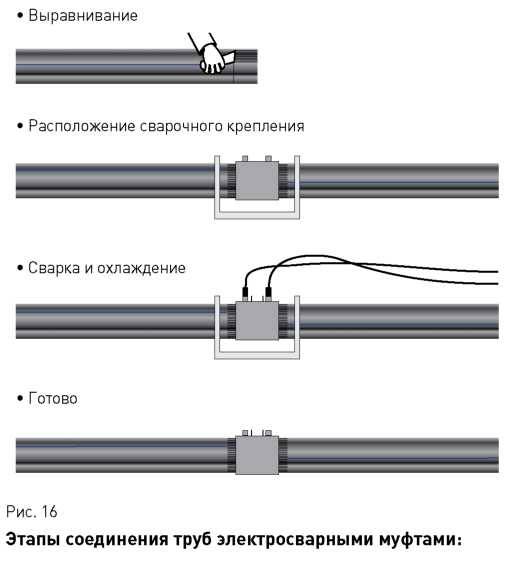
Этапы непосредственно сварки электросварных фитингов с трубой

- Подключите клеммы к фитингам.
- Включите сварочный аппарат и настройте необходимые параметры сварки. Убедитесь, что параметры соответствуют требованиям для данного вида работ.
- Еще раз убедитесь, что поверхности подготовлены для сварки — очищены и обезжирены.
- Проверьте правильность установки фитингов перед началом процесса сварки.
- После выполнения всех этих этапов можно начинать сварку.
- Во время сварки следите за тем, чтобы процесс шел непрерывно, без сбоев (на экране сварочного аппарата не должно быть предупреждающих сообщений).
- По окончании процесса сварки выключите аппарат и отсоедините кабели.
- Проверьте качество сварного шва — угол изгиба труб и фитингов должен быть не более 5°, на поверхности не должно быть следов температурной деформации и расплава.
- Переходите к процессу охлаждения.
После завершения сварки оставьте сборку внутри выравнивающего зажима до полного охлаждения.
Время охлаждения указывается производителем на самом фитинге. Когда фитинг отсоединен от сварочного аппарата, запишите время и подождите, пока не пройдет указанный производителем промежуток.

Охлаждение должно происходить естественным путем, без использования жидкостей или сжатого воздуха.
В конце процесса демонтируйте выравнивающий зажим и проверьте наличие отклонений. Убедитесь, что индикаторы сработали и нет утечек полиэтилена.
Частые ошибки начинающих сварщиков электросварных фитингов
Если есть следующие дефекты, то ни в коем случае не начинайте сварочные работы:
- Сварочный аппарат не работает или настроен некорректно;
- Поверхность трубы и фитинга не была тщательно очищена;
- Концы трубы обрезаны не под прямым углом;
- Трубы установлены неправильно, смещены;
- На поверхности есть крупные заусенцы.
Важно помнить, что сварка электросварных фитингов должна проводиться специалистами с соответствующим уровнем квалификации и опытом. Сварочные работы должны выполняться в соответствии с требованиями действующих стандартов и рекомендаций производителя сварочного оборудования и электросварных фитингов.




